
Advancement International Ltd.
595 Circlewood, Aurora, OH 44202(USA)
Email: sales@LugsDirect.com
Phone: 330-562-8983 | FAX: 330-562-9990
|
Operated By: Advancement International Ltd. 595 Circlewood, Aurora, OH 44202(USA) Email: sales@LugsDirect.com Phone: 330-562-8983 | FAX: 330-562-9990 |
IHIConnectors |
Brumall Manufacturing Corp. |

Greaves Electrical Connectors |
Accepted forms of payment: |
||||||
Surface Mount Technology SMT (SMD) PCB Wire Terminals
IHI Connectors® brand SMT Surface Mount Technology - |
|||
Tip: Parts listed in order of incr/easing Wire Size
|
|||
|
30A | 65A | 85A | 115A/85A | 115A
Over 115A use THT Mount or Dual RLM crimp lugs
Search By Wire Size
12 AWG | 10 AWG | 6 AWG | 2 Wire 4 AWG | 4 AWG | 2 AWG
Over 2 AWG useTHT Mount
|
|||
| Part Number & Image (Click for larger view) |
Description and Information | Pricing and Purchasing |
|||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 30 Amps |
Purchase | |||||||||||||||||||
| B12-NM-SMT-RLM
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 689pcs 5000pcs
|
|||||||||||||||
AWG 12-16* (5.261-1.31mm2) |
30A |
Ring Lug Mount | Phillips Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Ring lug not included
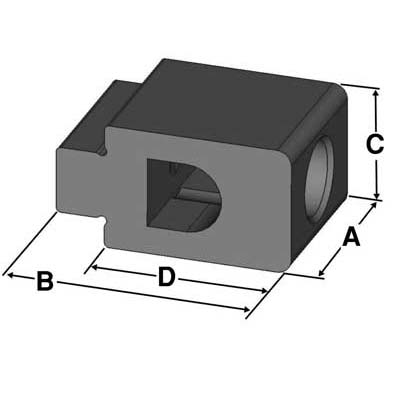
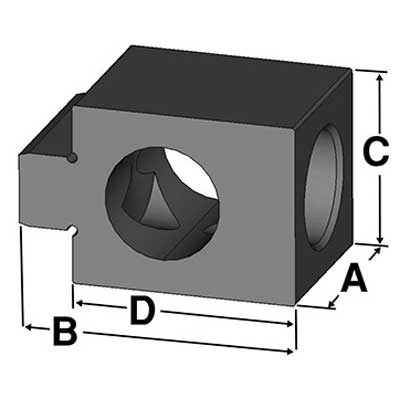
Dimensions A: 0.31" (7.9mm) B: 0.46" (11.7mm) C: 0.26" (6.6mm) See Mechanical Drawing for detailed dimensions |
B12-NM-SMT-RLM-KIT: Ring lug mount block, tin plated, solderable. Suggested ring lug wire sizes 12-16 AWG, up to 30 Amps at 75°C. Kitted with a phillips screw and washer, Ring lug not included. SMT/SMD solderable tin plated. Wire range depends on the wire range of the ring lug. Nickle/Tin plated aluminum. Can be used as a PCB spacer, riser, current shunt, and mounting block. IHI® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and ring lug mount. Not intended for side wire use without use of busbar. Figure 2: Less Sturdy: Horizontal screw and horizontal ring lug mount. Best for factory wiring only. In Figure 2 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
*Wire range depends on the wire range of the ring lug
Click here to view instructions for use as a mechanical support block. |
||||||||||||||||||||
| B12-NM-SMT-RLM-KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Mechanical PCB Support Block |
Purchase | |||||||||||||||||||
| B12-NM-SMT-N66-KIT
Mechanical Support Block |
"B12-NM-SMT-N66-KIT" Mechanical PCB support block intended for use with B12-NM-SMT-RLM-KIT. Kit includes nickle/Tin plated aluminum B12 body and 10-32 x 1/2 Nylon 66 slotted set screw. Solderable surface mount design does not affect reverse side clearance, no board penetration. Remove screw before soldering. N66 screw will melt during soldering. Not intended for wire termination. View Soldering Temperature Profiles here. IHI Brand.
Intended for use with the B12-NM-SMT-RLM-KIT
Click here to view instructions for use as a mechanical support block.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Please email for higher volume prices |
1 to 599pcs 3000pcs
|
|||||||||||||||||||
Dimensions A: 0.31" (7.9mm) B: 0.46" (11.7mm) C: 0.26" (6.6mm) See Mechanical Drawing for detailed dimensions |
|||||||||||||||||||||
| B12-NM-SMT-N66-KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Multi-Purpose Wire Tie Mount, Shunt, and PCB Support Block | Purchase Options | |||||||||||||||||||
B12-NM-SMT |
"B12-NM-SMT" Multi-purpose wire tie mount, shunt, and PCB support block. Nickle/Tin plated aluminum. Can be used as an SMT tie down, current shunt, heat sink, or SMT spacer. 30 AMPs at 75°C heat rating. Solderable surface mount design does not affect reverse side clearance, no board penetration. IHI Brand.
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. In Figure 2 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Please email for higher volume prices
|
1 to 689pcs 3000pcs |
|||||||||||||||||||
Dimensions A: 0.31" (7.9mm) B: 0.46" (11.7mm) C: 0.26" (6.6mm) See Mechanical Drawing for detailed dimensions |
|||||||||||||||||||||
| B12-NM-SMT Click for full Product Profile |
| ||||||||||||||||||||
| Part No. | 10 AWG High AMP PCB Wire Lug 10-16 AWG |
Purchase | |||||||||||||||||||
| B10-PCB 10 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 594pcs
$0.63/ea
(or) 595pcs + $0.47/ea (or) 4000pcs
"1 full box" $0.35/ea (or) 8,000pcs "2 full boxes" $0.31/ea |
|||||||||||||||
AWG 10-16* (4-1.5mm2) |
30A (75°C) |
SIDE / SIDE |
.047" Slotted Screw |
SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.49" (12.4mm) C: 0.26" (6.6mm) D: 0.39" (9.9mm) See Mechanical Drawing for detailed dimensions |
B10-PCB: 10 AWG PCB wire lug, 10-16* AWG, 30 AMP, slotted head screw. Side wire, and side screw entrance. *16 AWG, or fine stranded wires recommend to use wire ferrules.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
When the screw is over the PCB surface, it's recommended that the B10-PCB-HEX is used instead of the B10-PCB
|
||||||||||||||||||||
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable |
|||||||||||||||||||||
| B10-PCB Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 10 AWG High AMP PCB Wire Lug 10-16 AWG |
Purchase | |||||||||||||||||||
| B10-PCB-HEX 10 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 594pcs
$0.66/ea
(or) 595pcs + $0.49/ea (or) 4000pcs "1 full box" $0.37/ea (or) 8,000pcs "2 full boxes" $0.33/ea |
|||||||||||||||
AWG 10-16* (4-1.5mm2) |
30A (75°C) |
SIDE / SIDE |
3/32" HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.49" (12.4mm) C: 0.26" (6.6mm) D: 0.39" (9.9mm) See Mechanical Drawing for detailed dimensions |
B10-PCB-HEX: 10 AWG PCB wire lug, 10-16* AWG, 30 AMP, Hex socket screw. Side wire, and side screw entrance. *16 AWG, or fine stranded wires recommend to use wire ferrules.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
|
||||||||||||||||||||
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
|||||||||||||||||||||
| B10-PCB-HEX Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 30 Amps |
Purchase | |||||||||||||||||||
| B10-PCB-RLM-KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 434pcs
$0.84/ea
(or) 435pcs + $0.63/ea (or) 3000pcs "1 full box" $0.47/ea (or) 6000pcs "2 full boxes" $0.42/ea |
|||||||||||||||
AWG 10-16 (4-1.5mm2) |
30A (75°C) |
Ring Lug Mount | Phillips Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.49" (12.4mm) C: 0.26" (6.6mm) D: 0.39" (9.9mm) See Mechanical Drawing for detailed dimensions |
B10-PCB-RLM-KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 10-16 AWG, up to 30 Amps. Kitted with a zinc plated steel phillips screw and washer. Ring lug not included. Part side hole not intended for wire insertion when the part is used as a ring lug mount. SMT/SMD solderable tin plated.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
|
||||||||||||||||||||
| B10-PCB-RLM-KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 30 Amps |
Purchase | |||||||||||||||||||
| B10-PCB-RLM-G-KIT
Ring Lug Mount |
Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 594pcs
$1.94/ea
(or) 595pcs + $1.44/ea (or) 3000pcs "1 full box" $1.08/ea (or) 6000pcs "2 full boxes" $0.97/ea |
|||||||||||||||
Ring Lug AWG 10-16 (4-1.5mm2) OR Grounding Wire #10 AWG |
30A (75°C) |
Ring Lug Mount OR #10 Grounding Wire SIDE/SIDE |
Green Phillips/Slotted Combo |
SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.49" (12.4mm) C: 0.26" (6.6mm) D: 0.39" (9.9mm) See Mechanical Drawing for detailed dimensions |
B10-PCB-RLM-G-KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 10-16 AWG, up to 30 Amps. Kitted with a green phillips/slotted combo grounding screw. Not UL467 KDER. For use with ring lug. Not intended for wire insertion except with bare, #10 AWG, solid grounding wire. Part side hole not intended for wire insertion when the part is used as a ring lug mount. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging solder bond. Ring lug not included. IHI® Brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
#10 AWG Solid, Grounding Wire Application - Not UL467 KDER | Ring lug not included |
||||||||||||||||||||
| B10-PCB-RLM-G-KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 10 AWG High AMP PCB Wire Lug 10-16 AWG |
Purchase | |||||||||||||||||||
| B10-PCB-NS
10 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 734pcs 2000pcs |
|||||||||||||||
AWG 10-16* (4-1.5mm2) |
30A (75°C) |
SIDE / TOP |
N/A | 1 LEG at .336X.14” (8.5X3.5mm) |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.49" (12.4mm) C: 0.26" (6.6mm) D: 0.39" (9.9mm) See Mechanical Drawing for detailed dimensions |
B10-PCB-NS: 10 AWG, 30 AMP,10-16* AWG wire range. Sold less the wire binding screws so clients can provide their own #10-32 screw. 1 leg with a .336X.14” penetration. Side wire entrance, no screw. Integrated aluminum foot, tin plated bus. *16 AWG or fine stranded wires recommend to use wire ferrules.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Integrated aluminum foot, tin plated, solderable. |
||||||||||||||||||||
| B10-PCB-NS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB 6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 594pcs
$0.71/ea
(or) 595pcs + $0.53/ea (or) 3000pcs "1 full box" $0.40/ea (or) 6000pcs "2 full boxes" $0.36/ea |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
SIDE / SIDE |
.045" Slotted Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB: 6 AWG PCB wire lug, 6-16* AWG, 65 AMP, slotted set screw. Side wire, and side screw entrance.
*16 AWG, 18 AWG, or fine stranded wires recommend to use wire ferrules. Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
When tightening screw, two wrenches should be used to avoid damaging smt bond.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Note 1: Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum. |
||||||||||||||||||||
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
|||||||||||||||||||||
| B6A-PCB Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-SS 6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 594pcs
$0.91/ea
(or) 595pcs + $0.68/ea (or)
4000pcs
|
|||||||||||||||
AWG 6-16* |
65A (75°C) |
SIDE / SIDE |
.039" Stainless Steel Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-SS is End Of Life status with limited long term parts supply, see replacement part B6A-PCB with zinc plated steel screw.
B6A-PCB-SS: 6 AWG PCB wire lug, 6-16* AWG, 65 AMP, slotted set screw. Side wire, and side screw entrance.
*16 AWG, 18 AWG, or fine stranded wires recommend to use wire ferrules. Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
When tightening screw, two wrenches should be used to avoid damaging smt bond.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
|
||||||||||||||||||||
| Stainless steel screw, and integrated aluminum foot, tin plated, solderable | |||||||||||||||||||||
| B6A-PCB-SS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-HEX 6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 539pcs
$0.71/ea (or) 540pcs + $0.53/ea (or) 4000pcs "1 full box" $0.40/ea (or) 8000pcs "2 full boxes" $0.36/ea |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
SIDE / SIDE |
1/8" HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-HEX: 6 AWG PCB wire lug, 6-16* AWG, 65 AMP, hex socket set screw. Surface mount technology (SMT), surface mount device (SMD). Side wire, and side screw entrance, 1/8 or (option) 3mm HEX socket set screw. International Hydraulics Inc® brand
*16 AWG, 18 AWG, or fine stranded wires recommend to use wire ferrules. Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
When tightening screw, two wrenches should be used to avoid damaging smt bond.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
|
||||||||||||||||||||
| Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable | |||||||||||||||||||||
| B6A-PCB-HEX Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-HEX-M
6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 539pcs
$0.71/ea (or) 540pcs + $0.53/ea (or) 4000pcs "1 full box" $0.40/ea (or) 8000pcs "2 full boxes" $0.36/ea |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
SIDE / SIDE |
3mm Metric HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-HEX-M: 6 AWG PCB wire lug, 6-16* AWG, 65 AMP, Metric Hex socket set screw. 1 leg at .336X.14”with a .10" (2.54mm) PCB penetration. Side wire, and top screw entrance, 1/8” or (option) 3mm HEX socket set screw. *16 AWG, or fine stranded wires recommend to use wire ferrules.
Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. |
||||||||||||||||||||
| Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable | |||||||||||||||||||||
| B6A-PCB-HEX-M Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-RS 6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 594pcs
$0.71/ea (or) 595pcs + $0.53/ea (or) 3750pcs "1 full box" $0.40/ea (or) 7500pcs "2 full boxes" $0.36/ea |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
SIDE / SIDE |
#2 Slotted & Robertson Recess Head | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-RS: 6 AWG PCB wire lug, 6-16* AWG, 65 AMP, Slotted & Robertson Recess Head screw. Side wire, and side screw entrance. *16 AWG or fine stranded wires recommend to use wire ferrules.
Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
|
||||||||||||||||||||
| Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable | |||||||||||||||||||||
| B6A-PCB-RS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-14 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-RS-NS 6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 724pcs
$0.54/ea (or) 725pcs + $0.40/ea (or) 4000pcs "1 full box" $0.30/ea (or) 8000pcs "2 full boxes" $0.27/ea |
|||||||||||||||
AWG 6-14 |
65A (75°C) |
SIIDE/ TOP |
N/A | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-RS-NS: 6 AWG PCB wire lug, 6-14 AWG, 65 AMP, 1 leg at .336X.14” with a .10" (2.54mm) PCB penetration. Side wire and top screw entrance. *16 AWG or fine stranded wires recommend to use wire ferrules.
Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
|
||||||||||||||||||||
| B6A-PCB-RS-NS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-14 AWG |
Purchase | |||||||||||||||||||
| B6A-NH-PCB-RS-NS
6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 724pcs
$0.54/ea (or) 725pcs + $0.40/ea (or) 5000pcs "1 full box" $0.30/ea (or) 10000pcs "2 full boxes" $0.27/ea |
|||||||||||||||
Ring Lug AWG 6-14 |
65A (75°C) |
TOP | N/A | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 0.57" (14.5mm) C: 0.34" (8.6mm) D: 0.44" (11.2mm) See Mechanical Drawing for detailed dimensions |
B6A-NH-PCB-RS-NS: 6 AWG PCB wire lug, 6-14 AWG, 65 AMP, 1 leg at .336X.14” with a .13" (3.30mm) PCB penetration. Top screw entrance. To be used with a ring lug. Ring lug not included.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 3: Least Sturdy: Horizontal screw ring lug mounted wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
|
||||||||||||||||||||
| B6A-NH-PCB-RS-NS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | SMT - Ring Lug Mount Block up to 65 Amps |
Purchase | |||||||||||||||||||
| B6A-NH-PCB-RLM KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 234pcs
$1.21/ea (or) 235pcs + $0.90/ea (or) 5000pcs
"1 full box" $0.67/ea (or) 10000pcs "2 full boxes" $0.61/ea
|
|||||||||||||||
Ring Lug AWG 6-14 |
65A (75°C) |
Ring Lug Mount | Hex Cap screw 1/4"-28 UNF & Washer | SMT Solderable Surface Mount |
|||||||||||||||||
Ring Lugs not included.
When tightening bolt, two wrenches should be used to avoid damaging solder bond
Dimensions A: 0.34" (8.6mm) B: 0.57" (14.5mm) C: 0.34" (8.6mm) D: 0.44" (11.2mm) See Mechanical Drawing for detailed dimensions |
B6A-NH-PCB-RLM KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 6-14 AWG, up to 65 AMP. Kitted with a zinc plated steel 1/4-28 hex cap bolt and 5/8" outer diameter washer. Ring lug not included. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging smt bond. Suitable for potting applications depending on mounting direction. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 3: Least Sturdy: Horizontal screw ring lug mounted wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B6A-NH-PCB-RLM |
||||||||||||||||||||
| B6A-NH-PCB-RLM Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | SMT - Ring Lug Mount Block up to 65 Amps |
Purchase | |||||||||||||||||||
| B6A-NH-PCB-RLM-12W KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 234pcs
$1.21/ea (or) 235pcs + $0.90/ea (or) 5000pcs
"1 full box" $0.67/ea (or) 10000pcs "2 full boxes" $0.61/ea
|
|||||||||||||||
Ring Lug AWG 6-14 |
65A (75°C) |
Ring Lug Mount | Hex Cap screw 1/4"-28 UNF & M6 Washer | SMT Solderable Surface Mount |
|||||||||||||||||
Ring Lugs not included.
When tightening bolt, two wrenches should be used to avoid damaging solder bond
Dimensions A: 0.34" (8.6mm) B: 0.57" (14.5mm) C: 0.34" (8.6mm) D: 0.44" (11.2mm) See Mechanical Drawing for detailed dimensions |
B6A-NH-PCB-RLM-12W KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 6-14 AWG, up to 65 AMP. Kitted with a zinc plated steel 1/4-28 hex cap bolt and M6 washer. Ring lug not included. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging smt bond. Suitable for potting applications depending on mounting direction. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 3: Least Sturdy: Horizontal screw ring lug mounted wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B6A-NH-PCB-RLM-12W |
||||||||||||||||||||
| B6A-NH-PCB-RLM-12W Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 65 Amps |
Purchase | |||||||||||||||||||
| B6A-PCB-RLM KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 314pcs
$1.34/ea (or) 315pcs + $1.00/ea (or) 1500pcs "2 full boxes" |
|||||||||||||||
AWG 8-16 |
65A (75°C) |
Ring Lug Mount | 7/16" Hex Cap screw 1/4"-28 UNF & Washer | SMT Solderable Surface Mount |
|||||||||||||||||
Ring lug not included Part not assembled
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-RLM (KIT): Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 8-16 AWG, 65 AMP. Kitted with a zinc plated steel 1/4-28 hex cap bolt and washer. Part side hole not intended for wire insertion when the part is used as a ring lug mount. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging solder bond. Ring lug not included. International Hydraulics Inc® brand.
Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw horizontal ring lug mount. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and horizontal ring lug mount. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
|
||||||||||||||||||||
| B6A-PCB-RLM KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 65 Amps |
Purchase | |||||||||||||||||||
| B6A-PCB-RLM-12W KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 234pcs
$1.21/ea (or) 235pcs + $0.90/ea (or) 1500pcs "2 full boxes"
|
|||||||||||||||
AWG 8-16 |
65A (75°C) |
Ring Lug Mount | 7/16" Hex Cap screw 1/4"-28 UNF & M6 Washer | SMT Solderable Surface Mount |
|||||||||||||||||
Ring Lugs not included.
When tightening bolt, two wrenches should be used to avoid damaging solder bond
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-RLM-12W KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 6-16 AWG, up to 65 AMP. Kitted with a zinc plated steel 1/4-28 hex cap bolt and M6 washer. Ring lug not included. Part side hole not intended for wire insertion when the part is used as a ring lug mount. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging smt bond. International Hydraulics Inc® brand.
Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw horizontal ring lug mount. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and horizontal ring lug mount. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
|
||||||||||||||||||||
| B6A-PCB-RLM-12W KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Double Ring Lug Mount Block up to 65 Amps |
Purchase | |||||||||||||||||||
| B6A-PCB-2RLM KIT
Two Ring Lug Mount |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 289pcs
$1.22/ea (or) 290pcs + $0.91/ea (or) 1500pcs |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
Top Ring Lug Mount | 3/16" Hex Socket & Washer | 1 LEG at .336X.14” (8.5X3.5mm) |
|||||||||||||||||
Ring lugs not included Part not assembled
When tightening bolt, two wrenches should be used to avoid damaging solder bond
Dimensions A: 0.34" (8.6mm) B: 0.52" (13.2mm) C: 0.34" (8.6mm) D: 0.42" (10.7mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-2RLM KIT: Double Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 6-16 AWG, up to 65 AMP. Kitted with a zinc plated steel 1/4-28 hex socket screw and split ring washer. Ring lugs not included. Able to fit 2 ring lugs. Part side hole not intended for wire insertion when the part is used as a ring lug mount. SMT/SMD solderable tin plated. Interntaional Hydraulics Inc® brand.
Due to peel off torque limitations, wire size and torque may be limited to 8 AWG maximum.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. View Soldering Temperature Profiles here. THT (Through Hole Technology). Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid copper bus staple for tens of micro ohms range of copper to copper high conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B6A-PCB-2RLM |
||||||||||||||||||||
| B6A-PCB-2RLM KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-45
6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 389pcs
$0.99ea (or) 390 to 1499 $0.74/ea (or) 3000pcs |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
Optional | Slotted Screw |
SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.34" (8.6mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-45: 6 AWG PCB wire lug, 6-16* AWG, 65 AMP, slotted screw, top wire, and screw entrance optional based on application position. *16 AWG or fine stranded wires recommend to use wire ferrules.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B6A-PCB-45 Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-45-HEX
6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 379pcs
$1.04/ea (or) 380pcs + $0.77/ea (or) 3000pcs |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
Optional | 1/8" HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.34" (8.6mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-45-HEX: 6 AWG PCB wire lug, 6-18* AWG, 65 AMP, slotted screw, top wire, and screw entrance optional based on application position. *16 AWG or fine stranded wires recommend to use wire ferrules.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable.
|
||||||||||||||||||||
| B6A-PCB-45-HEX Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-45-HEX-M
6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 379pcs
$1.04/ea (or) 380pcs + $0.77/ea (or) 3000pcs |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
Optional | 3mm HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.34" (8.6mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-45-HEX-M: 6 AWG PCB wire lug, 6-18* AWG, 65 AMP, slotted screw, top wire, and screw entrance optional based on application position. *16 AWG or fine stranded wires recommend to use wire ferrules.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable.
|
||||||||||||||||||||
| B6A-PCB-45-HEX-M Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 6 AWG High AMP PCB Wire Lug 6-16 AWG |
Purchase | |||||||||||||||||||
| B6A-PCB-45-RS
6 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 389pcs
$0.99/ea (or) 390pcs + $0.74/ea (or) 2500pcs |
|||||||||||||||
AWG 6-16* |
65A (75°C) |
Optional | Slotted & Robertson Recess Head | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.34" (8.6mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-45-RS: 6 AWG PCB wire lug, 6-16* AWG, 65 AMP, slotted robertson recess screw, top wire, and screw entrance optional based on application position. *16 AWG or fine stranded wires recommend to use wire ferrules.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B6A-PCB-45-RS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 65 Amps |
Purchase | |||||||||||||||||||
| B6A-PCB-45-RLM-12W
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 314pcs
$1.53/ea (or) 315pcs + $1.14/ea (or) 1500pcs "2 full boxes"
|
|||||||||||||||
AWG 6-16* |
65A (75°C) |
Ring Lug Mount | Slotted & Robertson Recess Head | SMT Solderable Surface Mount |
|||||||||||||||||
Ring Lugs not included.
When tightening bolt, two wrenches should be used to avoid damaging solder bond
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.34" (8.6mm) See Mechanical Drawing for detailed dimensions |
B6A-PCB-45-RLM-12W KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 6-16 AWG, up to 65 Amps. Kitted with a zinc plated steel 1/4-28 hex cap bolt and M6 washer. Part side hole not intended for wire insertion when the part is used as a ring lug mount. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging solder bond. Ring lug not included. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical bolt and horizontal ring lug mount. Figure 2: Less Sturdy: Horizontal bolt and horizontal ring lug mount. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw andhorizontal ring lug mount. Best for factory wiring only. In Figures 2 and 3, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B6A-PCB-45-RLM-12W |
||||||||||||||||||||
| B6A-PCB-45-RLM-12W KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-14 AWG |
Purchase | |||||||||||||||||||
| P4-SMT
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style |
1 to 184pcs
$1.53/ea (or) 185pcs + $1.14/ea (or) 1000pcs
|
|||||||||||||||
AWG 4-14 |
AL 65A CU 85A |
SIDE/TOP | Slotted Screw |
SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.34" (8.6mm) B: 31/64" (12.3mm) C: 1.01" (25.7mm) See Mechanical Drawing for detailed dimensions |
"P4-SMT" 4 AWG, 85 AMP, solderable, two wire, high current PCB terminal, splicer-reducer, looper wire lug, 4-14 AWG wire range, aluminum or copper wire, CU7AL, 75C temperature rating, built in wire stops, Voltage Rating: 600 V, 2000 V or to 35 KV (uninsulated) depending on application. IHI Connectors® brand. Made in the USA from domestic and imported parts.
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only.
|
||||||||||||||||||||
| P4-SMT Click for full Product Profile |
|
||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-14 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style |
1 to 529pcs
$0.72/ea (or) 530pcs + $0.53/ea (or) 3000pcs
"1 full box" $0.40/ea (or) 6000pcs "2 full boxes" $0.36/ ea |
|||||||||||||||
AWG 4-14 |
85A (75°C) |
SIDE / SIDE |
Slotted Screw |
SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB: 4 AWG PCB wire lug, 4-14 AWG, 85 AMP, slotted screw. 1 leg at .375X.14”with a .13" (3.3mm) PCB penetration. Side wire, and side screw entrance, slotted screw. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B4A-PCB Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-14 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB-HEX
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 529pcs
$0.72/ea (or) 530pcs + $0.53/ea (or) 3000pcs
"1 full box" $0.40/ea (or) 6000pcs "2 full boxes" $0.36/ea |
|||||||||||||||
AWG 4-14 |
85A (75°C) |
SIDE / SIDE |
1/8" HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-HEX: 4 AWG PCB wire lug, 4-14 AWG, 85 AMP, HEX socket set screw. 1 leg at .375X.14”with a .13" (3.3mm) PCB penetration. Side wire, and side screw entrance, 1/8” HEX socket set screw. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B4A-PCB-HEX Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-14 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB-HEX-M
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 529pcs
$0.73/ea (or) 530pcs + $0.55/ea (or) 3000pcs
"1 full box" $0.41/ea (or) 6000pcs "2 full boxes" $0.37/ea |
|||||||||||||||
AWG 4-14 |
85A (75°C) |
SIDE / SIDE |
3mm HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-HEX-M: 4 AWG PCB wire lug, 4-14 AWG, 85 AMP, Metric HEX socket set screw. 1 leg at .375X.14”with a .13" (3.3mm) PCB penetration. Side wire, and side screw entrance, 3mm HEX socket set screw. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B4A-PCB-HEX-M Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-14 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB-RS
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 529pcs
$0.73/ea (or) 530pcs + $0.55/ea (or) 2750pcs
"1 full box" $0.41/ea (or) 5500pcs "2 full boxes" $0.37/ea |
|||||||||||||||
AWG 4-14 |
85A (75°C) |
SIDE / SIDE |
Slotted & Robertson Recess Head | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-RS: 4 AWG PCB wire lug, 4-14 AWG, 85 AMP, slotted robertson recess head screw. 1 leg at .375X.14” with a .13" (3.3mm) PCB penetration. Side wire, and side screw entrance, slotted robertson recess head screw. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B4A-PCB-RS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 85 Amps |
Purchase | |||||||||||||||||||
| B4A-PCB-RLM-KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 314pcs 1500pcs
"1 full box" $0.74/ea (or) 3000pcs "2 full boxes" $0.66/ea |
|||||||||||||||
AWG 4-14 |
85A (75°C) |
Ring Lug Mount | 7/16" Hex Cap screw 1/4"-28 UNF & Washer | SMT Solderable Surface Mount |
|||||||||||||||||
Ring lug not included Part not assembled
When tightening bolt, two wrenches should be used to avoid damaging smt bond.
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-RLM-KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 4-14 AWG, up to 85 Amps. Kitted with a zinc plated steel 1/4-28 hex cap bolt and 5/8" outer diameter washer. Ring lug not included. Part side hole not intended for wire insertion when the part is used as a ring lug mount. When tightening bolt, two wrenches should be used to avoid damaging smt bond. SMT/SMD solderable tin plated. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal bolt and horizontal ring lug mount. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal bolt and horizontal ring lug mount. Best for factory wiring only.
In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B4A-PCB-RLM |
||||||||||||||||||||
| B4A-PCB-RLM KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 85 Amps |
Purchase | |||||||||||||||||||
| B4A-PCB-RLM-12W KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 219pcs
$1.32/ea (or) 220pcs + $0.98/ea (or) 1500pcs
|
|||||||||||||||
AWG 4-14 |
85A (75°C) |
Ring Lug Mount | 7/16" Hex Cap screw 1/4"-28 UNF & M6 Washer | SMT Solderable Surface Mount |
|||||||||||||||||
When tightening bolt, two wrenches should be used to avoid damaging smt bond.
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-RLM-KIT:Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 4-14 AWG, up to 85 Amps. Kitted with a zinc plated steel 1/4-28 hex cap bolt and M6 washer. Ring lug not included. Part side hole not intended for wire insertion when the part is used as a ring lug mount. When tightening bolt, two wrenches should be used to avoid damaging smt bond. SMT/SMD solderable tin plated. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal bolt and horizontal ring lug mount. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal bolt and horizontal ring lug mount. Best for factory wiring only.
In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B4A-PCB-RLM-12W |
||||||||||||||||||||
| B4A-PCB-RLM-12W KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Double Ring Lug Mount Block up to 65 Amps |
Purchase | |||||||||||||||||||
| B4A-PCB-2RLM-KIT
Two Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 289pcs
$1.21/ea (or) 290pcs + $0.90/ea (or) 1500pcs
"1 full box" $0.67/ea (or) 3000pcs "2 full boxes" $0.61/ea
|
|||||||||||||||
AWG 4-14 |
85A (75°C) |
Ring Lug Mount | 1/4-28 hex socket screw & Washer | SMT Solderable Surface Mount |
|||||||||||||||||
Ring lugs not included Part not assembled
When tightening bolt, two wrenches should be used to avoid damaging solder bond
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-2RLM-KIT: Double Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 4-14 AWG, 85 AMP. Kitted with a zinc plated steel 1/4-28 hex socket screw and split ring washer. Ring lugs not included. Able to fit 2 ring lugs. Part side hole not intended for wire insertion when the part is used as a ring lug mount. SMT/SMD solderable tin plated. Interntaional Hydraulics Inc. brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B4A-PCB-2RLM
|
||||||||||||||||||||
| B4A-PCB-2RLM-KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-14 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB-NS
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 609pcs
$0.63/ea (or) 610pcs + $0.47/ea (or) 4000pcs
"1 full box" $0.35/ea (or) 8000pcs "2 full boxes" $0.32/ea |
|||||||||||||||
AWG 4-14 |
85A (75°C) |
SIDE / SIDE |
N/A | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.38" (9.7mm) B: 0.62" (15.7mm) C: 0.38" (9.7mm) D: 0.49" (12.4mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-NS: 4 AWG PCB wire lug, 4-14 AWG, 85 AMP, no screw. 1 leg at .375X.14” with a .13" (3.3mm) PCB penetration. Side wire, and side screw entrance, no screw. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
No screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B4A-PCB-NS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-16 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB-45
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 379pcs
$1.08ea (or) 380 to 2999 $0.80ea (or) 3500pcs |
|||||||||||||||
AWG 4-16* |
85A (75°C) |
Optional | Slotted Screw | SMT Solderable Surface Mount |
|||||||||||||||||
|
B4A-PCB-45: 4 AWG PCB wire lug, 4-16* AWG, 85 AMP, slotted setscrew,Top wire, and screw entrance optional based on application position.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
*16 AWG or fine stranded wires recommend to use wire ferrules.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable.
|
||||||||||||||||||||
| B4A-PCB-45 Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-16 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB-45-HEX
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 354pcs
$1.08ea OR 355 to 2999 $0.80ea (or) 3000pcs |
|||||||||||||||
AWG 4-16* |
85A (75°C) |
Optional | 1/8" HEX Socket Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.38" (9.7mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-45-HEX: 4 AWG PCB wire lug, 4-16* AWG, 85 AMP, slotted setscrew,Top wire, and screw entrance optional based on application position.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
*16 AWG or fine stranded wires recommend to use wire ferrules.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable.
|
||||||||||||||||||||
| B4A-PCB-45-HEX Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 4 AWG High AMP PCB Wire Lug 4-16 AWG |
Purchase | |||||||||||||||||||
| B4A-PCB-45-RS
4 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 379pcs
$1.08/ea (or) 380pcs + $0.80/ea (or) 2500pcs |
|||||||||||||||
AWG 4-16* |
85A (75°C) |
Optional | #2 Slotted & Robertson Recess Head | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.38" (9.7mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-45-RS: 4 AWG PCB wire lug, 4-16* AWG, 85 AMP, Slotted robertson recess screw,Top wire, and screw entrance optional based on application position.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only.
*16 AWG or fine stranded wires recommend to use wire ferrules.
Zinc plated steel screw, and integrated aluminum foot, tin plated, solderable
|
||||||||||||||||||||
| B4A-PCB-45-RS Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 85 Amps |
Purchase | |||||||||||||||||||
| B4A-PCB-45-RLM KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 379pcs
$1.32/ea (or) 380pcs + $0.98/ea (or) 1500pcs |
|||||||||||||||
AWG 4-16 |
85A (75°C) |
Ring Lug Mount | HEX Cap screw 1/4"-28 UNF & Washer | SMT Solderable Surface Mount |
|||||||||||||||||
195A with two B4A-PCB-45-RLM. Ring Lug not included.
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.38" (9.7mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-45-RLM-KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 4-18 AWG, up to 85 Amps. Kitted with a zinc plated steel 1/4-28 hex cap bolt and 5/8" outer diameter washer. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging solder bond. Ring lug not included. Suitable for potting applications depending on mounting direction. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B4A-PCB-45-RLM |
||||||||||||||||||||
B4A-PCB-45-RLM in use with ring lugs and soldered to boards. Ring Lugs not included. (SMT application). |
|||||||||||||||||||||
| B4A-PCB-45-RLM-KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | Ring Lug Mount Block up to 85 Amps |
Purchase | |||||||||||||||||||
| B4A-PCB-45-RLM-12W KIT
Ring Lug Mount |
Ring Lug Wire Range |
Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 379pcs
$1.32/ea (or) 380pcs + $0.98/ea (or) 1500pcs |
|||||||||||||||
AWG 4-16 |
85A (75°C) |
Ring Lug Mount | HEX Cap screw 1/4"-28 UNF & M6 Washer | SMT Solderable Surface Mount |
|||||||||||||||||
Ring Lugs not included.
When tightening bolt, two wrenches should be used to avoid damaging solder bond
Dimensions A: 0.53" (13.5mm) B: 0.50" (12.7mm) C: 0.38" (9.7mm) See Mechanical Drawing for detailed dimensions |
B4A-PCB-45-RLM-12W-KIT: Ring lug mount block with integrated aluminum foot, tin plated, solderable. Suggested ring lug wire sizes 4-18 AWG, up to 85 Amps. Kitted with a zinc plated steel 1/4-28 hex cap bolt and M6 washer. SMT/SMD solderable tin plated. When tightening bolt, two wrenches should be used to avoid damaging solder bond. Ring lug not included. Suitable for potting applications depending on mounting direction. International Hydraulics Inc® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Wire choice affected by customer supplied ring lug and ring lug codes and ratings. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards.
Soldering Recommendations, Precautions when using SMT, and SMT FAQ
Figure 1: Most Sturdy: Vertical screw and horizontal wire. Figure 2: Less Sturdy: Horizontal screw and horizontal wire. Best for factory wiring only. Figure 3: Least Sturdy: Horizontal screw and vertical wire. Best for factory wiring only. In Figure 2 and 3 orientation, when using a headed screw or ring lug and bolt it's recommended that the head of the screw hangs off the edge of the board. Screws with little or no clearance between the head of the screw and the board can result in mechanical and electrical fouling.
Looking for a sturdier mounting method? See the THT through hole technology function of this part: THT B4A-PCB-45-RLM-12W
|
||||||||||||||||||||
| B4A-PCB-45-RLM-12W KIT Click for full Product Profile |
|
||||||||||||||||||||
| This part currently has no UL / Canada certification on the lug itself but is approvable under requirements of UL486A-B or UL486E as part of a end use assembly test involving heat rise and wire pull out tests. CLICK HERE FOR MORE INFO. | |||||||||||||||||||||
| Part No. | 2 AWG High AMP PCB Wire Lug 2-14 AWG |
Purchase | |||||||||||||||||||
| B2A-PCB-SMT 2 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 469pcs
$0.98/ea (or) 470pcs + $0.73/ea (or) 2000pcs "1 full box" |
|||||||||||||||
AWG (2)3 -14 |
(115A) 100A (AL7CU) |
SIDE / TOP |
.051" Slotted Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.41" (10.4mm) B: 0.56" (14.2mm) C: 0.42" (10.7mm) D: 0.91" (23.1mm) See Mechanical Drawing for detailed dimensions |
B2A-PCB-SMT: 2 AWG PCB wire lug, (2)3-14 AWG, 115A/100A AMP, slotted set screw. Side wire, and top screw entrance. UL Recognized at 600v - acceptable for use through 2000v. Canada Certified. IHI Connectors® brand.
Temperature Range and Rating Guide
90C (AL9CU) version available.
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
|
||||||||||||||||||||
Zinc plated steel screw, and tin plated copper staple, solderable
|
|||||||||||||||||||||
| B2A-PCB-SMT Click for full Product Profile |
|
||||||||||||||||||||
| Part No. | 2 AWG High AMP PCB Wire Lug 2-14 AWG |
Purchase | |||||||||||||||||||
| B2A-PCB-SMT-HEX 2 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 459pcs
$0.98/ea (or) 460pcs + $0.73/ea (or) 2000pcs |
|||||||||||||||
AWG (2)3 -14 |
(115A) 100A (AL7CU) |
SIDE / TOP |
5/32" (4mm) Hex Socket Screw |
SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.41" (10.4mm) B: 0.56" (14.2mm) C: 0.42" (10.7mm) D: 0.91" (23.1mm) See Mechanical Drawing for detailed dimensions |
B2A-PCB-SMT-HEX: 2 AWG PCB wire lug, (2)3-14 AWG, 115A/100A AMP, HEX socket screw. Side wire, and top screw entrance. UL Recognized at 600v - acceptable for use through 2000v. Canada Certified. IHI Connectors® brand.
Temperature Range and Rating Guide
90C (AL9CU) version available.
SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
|
||||||||||||||||||||
Zinc plated steel screw, and tin plated copper staple, solderable
|
|||||||||||||||||||||
| B2A-PCB-SMT-HEX Click for full Product Profile |
|
||||||||||||||||||||
| Part No. | 2 AWG High AMP PCB Wire Lug 2-14 AWG |
Purchase | |||||||||||||||||||
| B2A-PCB-SMT-SS 2 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 459pcs
$1.49/ea (or) 460pcs + $1.11/ea (or) 2000pcs |
|||||||||||||||
AWG (2)3 -14 |
(115A) 100A (AL7CU) |
SIDE / TOP |
.051" Stainless Steel Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.41" (10.4mm) B: 0.56" (14.2mm) C: 0.42" (10.7mm) D: 0.91" (23.1mm) See Mechanical Drawing for detailed dimensions |
B2A-PCB-SMT-SS: 2 AWG PCB wire lug, (2)3-14 AWG, 115A/100A AMP, stainless steel screw. Side wire, and top screw entrance. UL Recognized at 600v - acceptable for use through 2000v. Canada Certified. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
|
||||||||||||||||||||
Zinc plated steel screw, and tin plated copper staple, solderable
|
|||||||||||||||||||||
| B2A-PCB-SMT-SS Click for full Product Profile |
|
||||||||||||||||||||
| Part No. | 2 AWG High AMP PCB Wire Lug 2-14 AWG |
Purchase | |||||||||||||||||||
| B2C-PCB-SMT 2 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 469pcs
$1.01/ea (or) 470pcs + $0.75/ea (or) 2000pcs "1 full box" |
|||||||||||||||
AWG 2 -14 |
115A (AL7CU) |
SIDE / TOP |
.051" Slotted Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.47" (10.7mm) B: 0.66" (14.2mm) C: 0.41" (10.4mm) D: 0.91" (23.1mm) See Mechanical Drawing for detailed dimensions |
B2C-PCB-SMT: 2 AWG PCB wire lug, 2-14 AWG, 115A AMP, Slotted set screws. Side wire, and top screw entrance UL Recognized at 600v - acceptable for use through 2000v. Canada Certified. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
|
||||||||||||||||||||
Zinc plated steel screw, and tin plated copper staple, solderable
|
|||||||||||||||||||||
| B2C-PCB-SMT Click for full Product Profile |
|
||||||||||||||||||||
| Part No. | 2 AWG High AMP PCB Wire Lug 2-14 AWG |
Purchase | |||||||||||||||||||
| B2C-PCB-SMT-HEX 2 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 459pcs
$1.01/ea (or) 460pcs + $0.75/ea (or) 2000pcs |
|||||||||||||||
AWG 2 -14 |
115A (AL7CU) |
SIDE / TOP |
5/32" (4mm) Hex Socket Screw |
SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.47" (10.7mm) B: 0.66" (14.2mm) C: 0.41" (10.4mm) D: 0.91" (23.1mm) See Mechanical Drawing for detailed dimensions |
B2C-PCB-SMT-HEX: 2 AWG PCB wire lug, 2-14 AWG, 115A AMP, HEX socket screws. Side wire, and top screw entrance. UL Recognized at 600v - acceptable for use through 2000v. Canada Certified. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
|
||||||||||||||||||||
Zinc plated steel screw, and tin plated copper staple, solderable
|
|||||||||||||||||||||
| B2C-PCB-SMT-HEX Click for full Product Profile |
|
||||||||||||||||||||
| Part No. | 2 AWG High AMP PCB Wire Lug 2-14 AWG |
Purchase | |||||||||||||||||||
| B2C-PCB-SMT-SS 2 AWG Lug |
Wire Range | Max. Current (Copper Wire) | Wire / Screw Access | Screw / Drive Head | Mounting Style | 1 to 459pcs
$1.52/ea (or) 460pcs + $1.13/ea (or) 2000pcs
|
|||||||||||||||
AWG 2 -14 |
115A (AL7CU) |
SIDE / TOP |
.051" Stainless Steel Screw | SMT Solderable Surface Mount |
|||||||||||||||||
Dimensions A: 0.47" (10.7mm) B: 0.66" (14.2mm) C: 0.41" (10.4mm) D: 0.91" (23.1mm) See Mechanical Drawing for detailed dimensions |
B2C-PCB-SMT-SS: 2 AWG PCB wire lug, 2-14 AWG, 115A AMP, Stainless Steel Slotted screws. Side wire, and top screw entrance. UL Recognized at 600v - acceptable for use through 2000v. Canada Certified. IHI Connectors® brand.
Temperature Range and Rating Guide
One piece SMT / SMD Solderable Body Types Reflow solderable high current PCB wire terminal lug / connector for high amp power applications. SMT / SMD (Surface Mount Technology, Surface Mount Device). View Soldering Temperature Profiles here. Copper or aluminum wire, stranded and solid wire per UL486 wire code. Solid mass, high conductivity aluminum alloy body for tens of micro ohms range of resistance wire to foil conductivity, low resistance current path. Meets IEC volt drop test standards. Variety of wire binding screw options.
|
||||||||||||||||||||
Zinc plated steel screw, and tin plated copper staple, solderable
|
|||||||||||||||||||||
| B2C-PCB-SMT-SS Click for full Product Profile |
|
||||||||||||||||||||
| Part No. | NOMEX® 410 Back Flap Insulator Panel |
Purchase | |||||||||||||||||||
| NOMEX® Back Flap
|
“Back Flap” insulator panel for B2A-PCB-XX and B2C-PCB-XX terminals.
Purpose: Prevents accidental wire penetration making direct contact with components on the PCB behind the terminal. If a wire is stripped too long and pushes through the back of the wire hole of the terminal, the tough and highly insulating “Back Flap” prevents the wire making electrical contact with another conducting component by providing a barrier between the two.
Construction: Made from “Nomex” 410 Aramid fiber0.01 inch thick (0.25mm) with integral slot for attachment to the terminal bus prior to soldering. Heat proof Aramid fiber is wave solderable and comes with remarkable electrical properties. UL Listing if source material. Nomex 410 retains its useful properties after exposure to 250 C soldering temperatures. Nomex 410 will not support combustion at operating temperatures under 240C.
Common industrial solvents (alcohols, ketones, acetone, toluene, xylene) have a slight softening and swelling effect on NOMEX® Type 410 paper, similar to that of water. These effects are mainly reversible when the solvent is removed.
|
1-749 pieces
$0.33/ea (or) 750-1499 pieces $0.24/ea (or) 1500 pieces or more $0.18/ea |
|||||||||||||||||||
Lugs sold separately. |
|||||||||||||||||||||
| NOMEX Back Flap Click for full Product Profile |
|
||||||||||||||||||||
Copyright © 2024 Advancement International Ltd, Aurora Ohio - All Rights Reserved
Advancement International Ltd is a registered company of Ohio, USA
IHI® is the Registered Trademark of International Hydraulics Inc.
LugsDirect.com is owned and operated by Advancement International Ltd.
DUNS # 148692197, REGISTERED WITH CCR, CAGE / NCAGE NUMBER 5A6R9,
A2 WOMAN OWNED SMALL BUSINESS, NAICS 423610, SIC 3643,
Made in the USA from domestic and imported parts. USMCA CERTIFICATES AVAILABLE
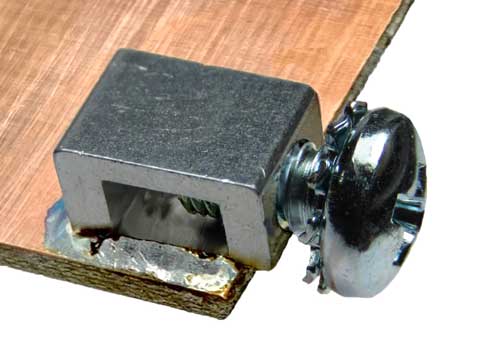
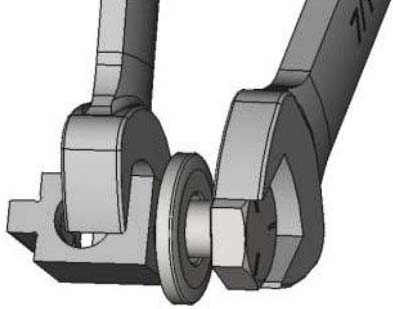
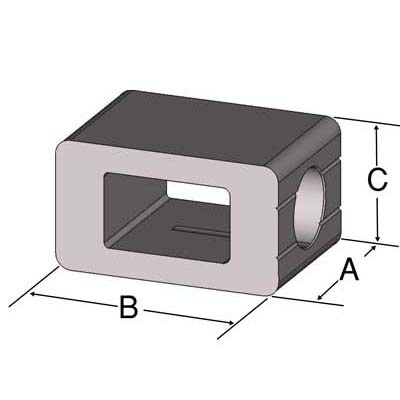
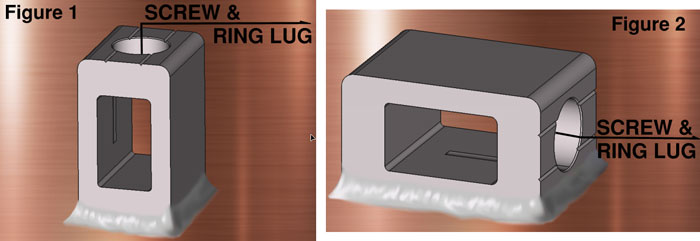
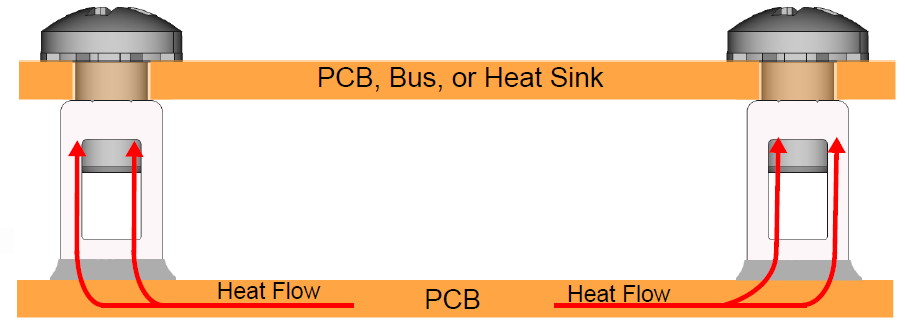



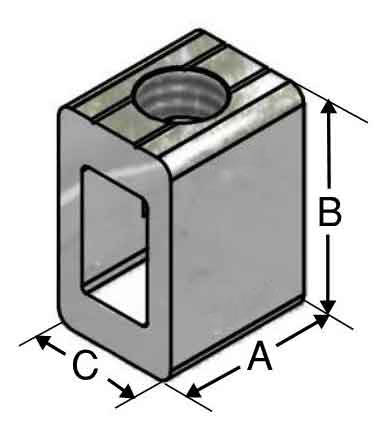

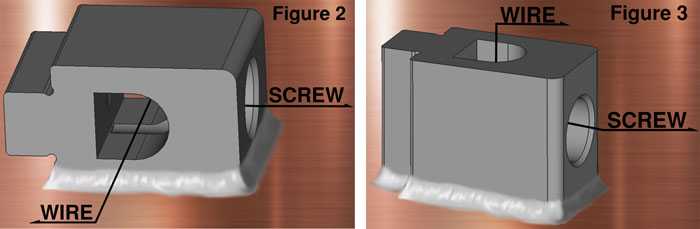





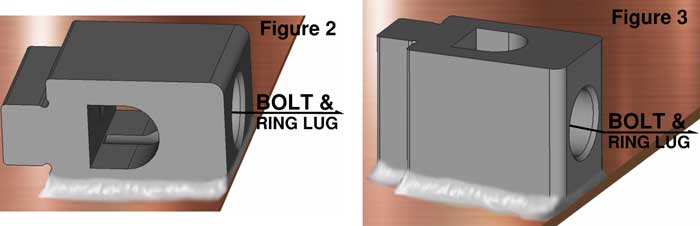




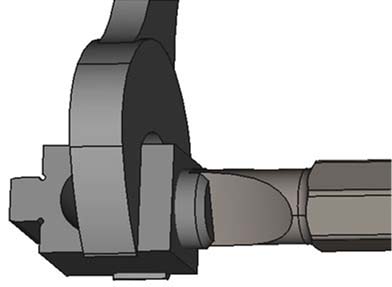
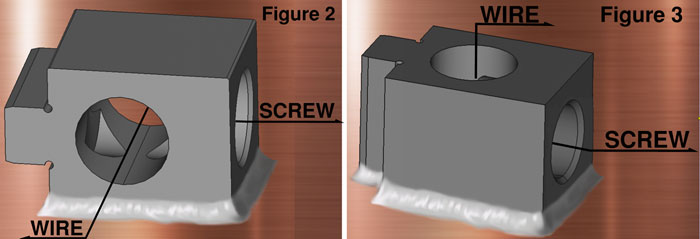


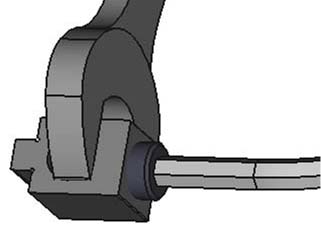




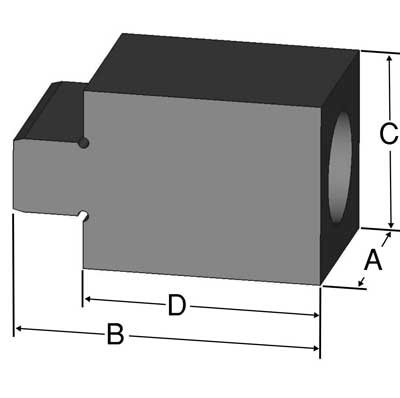
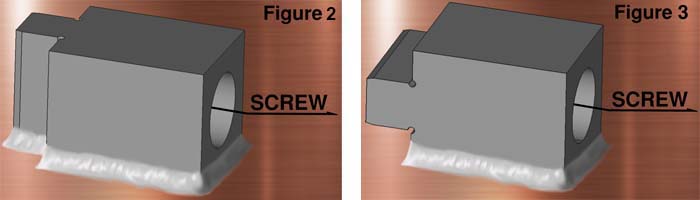



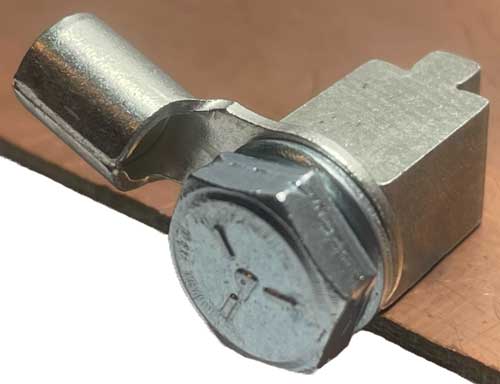

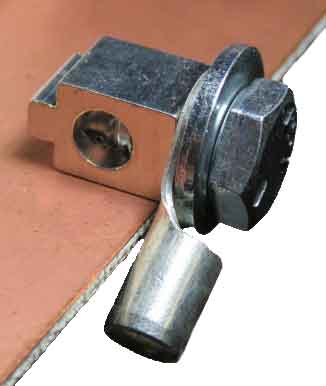
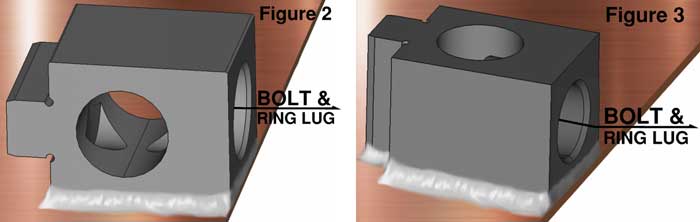




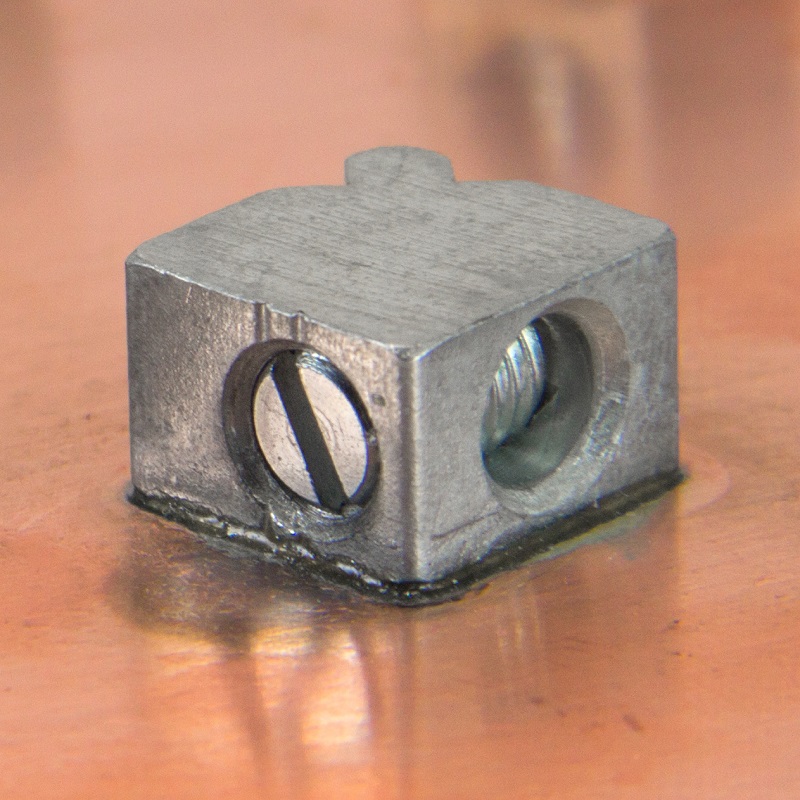
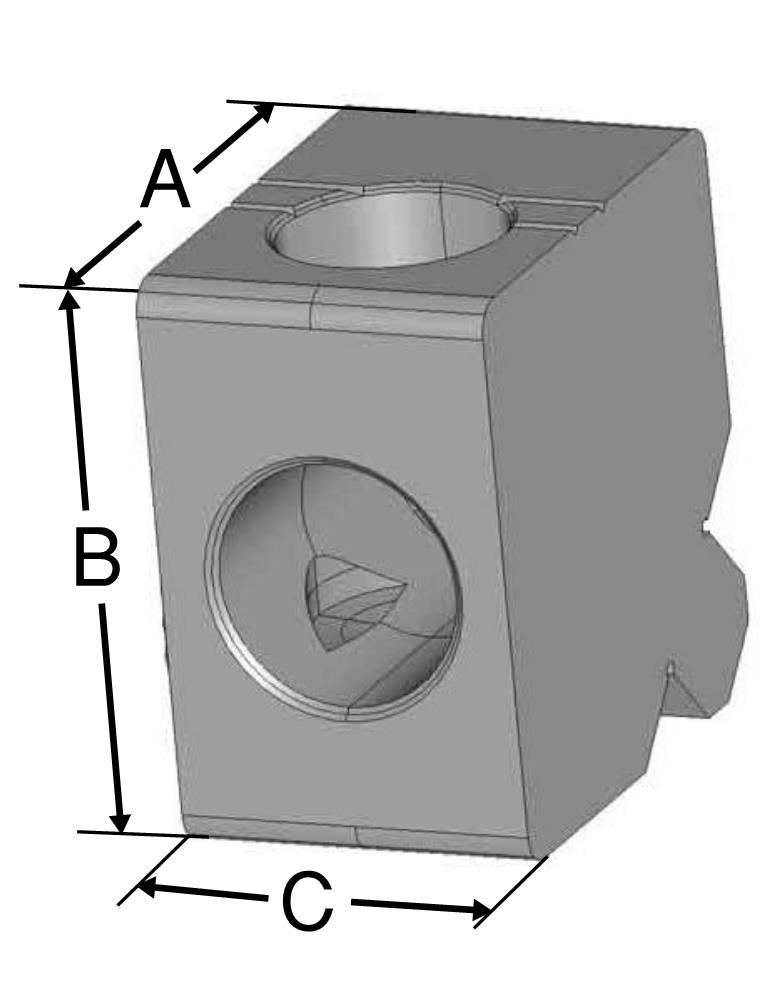
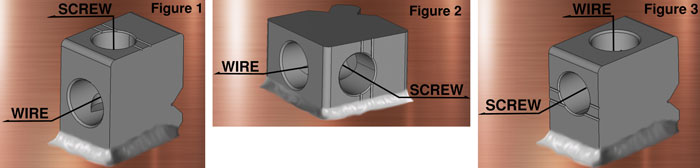
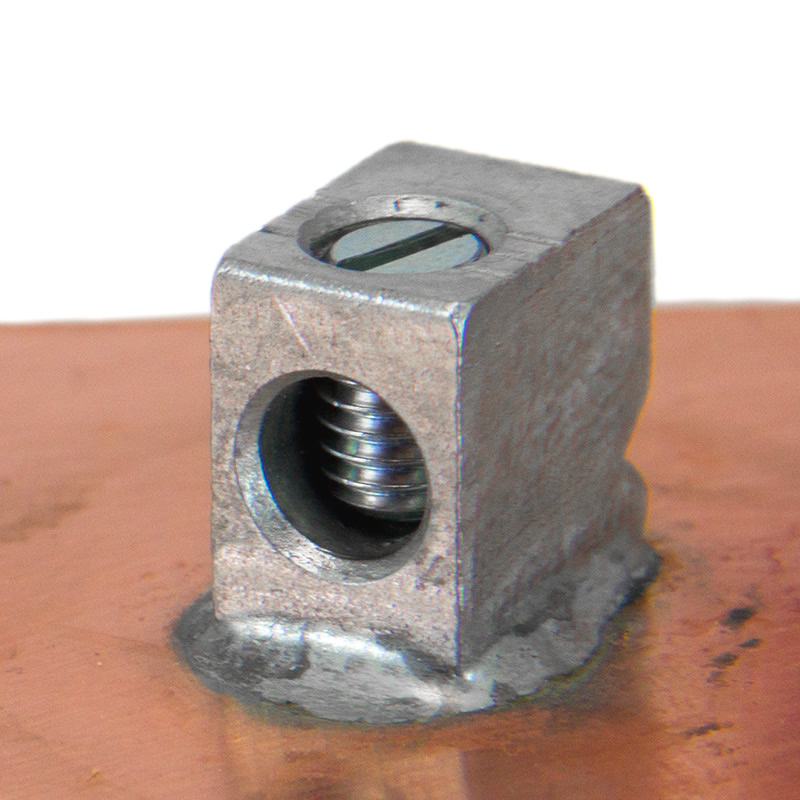



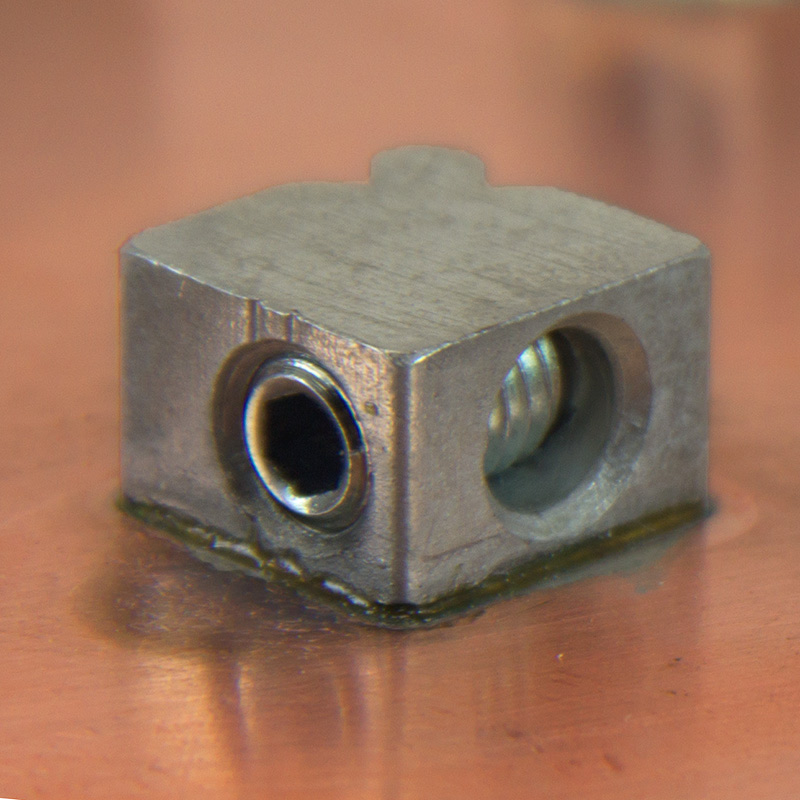

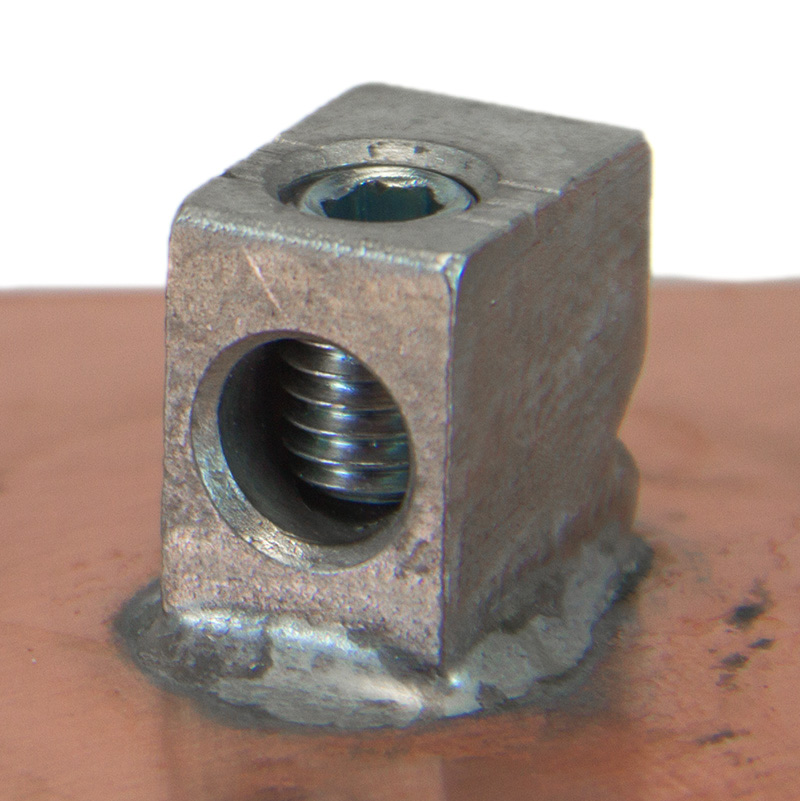


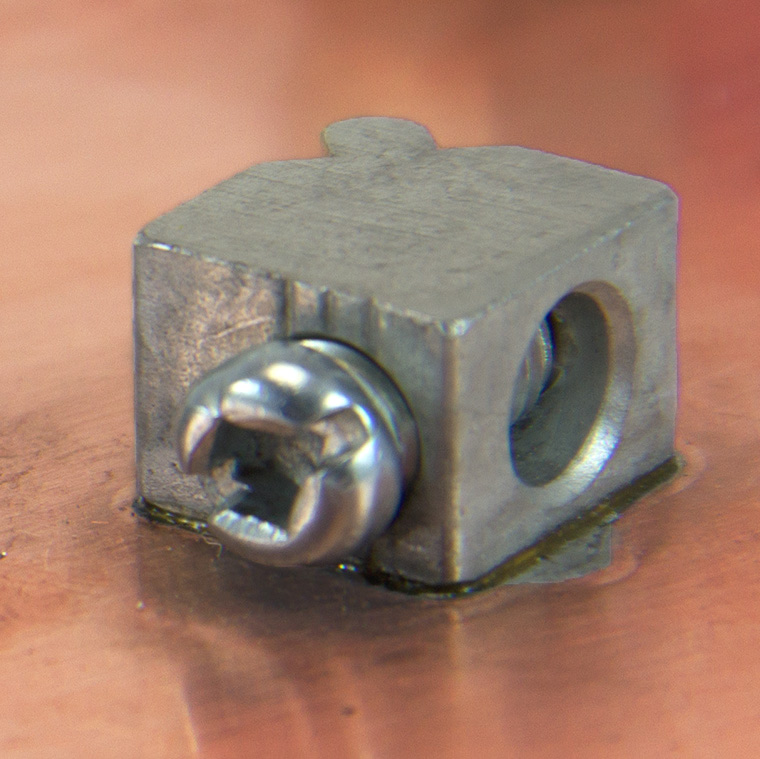
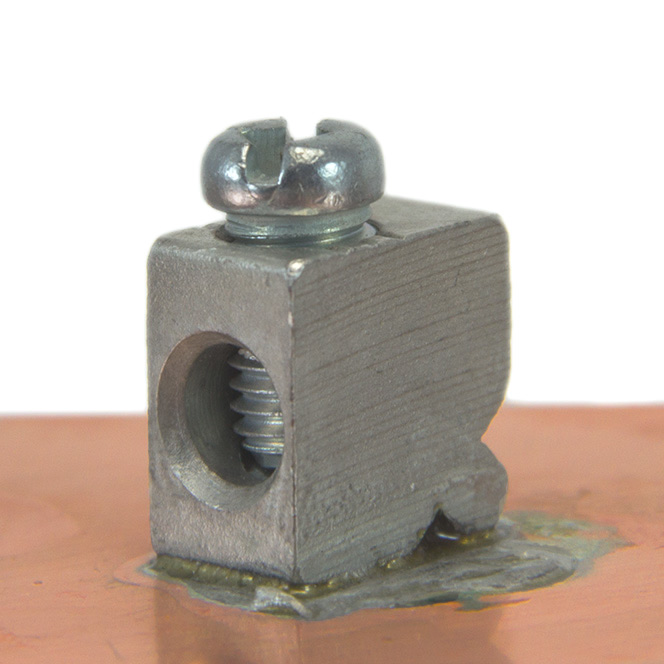






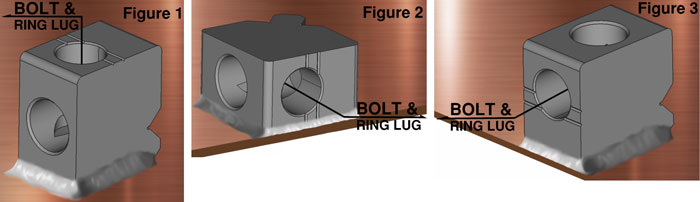



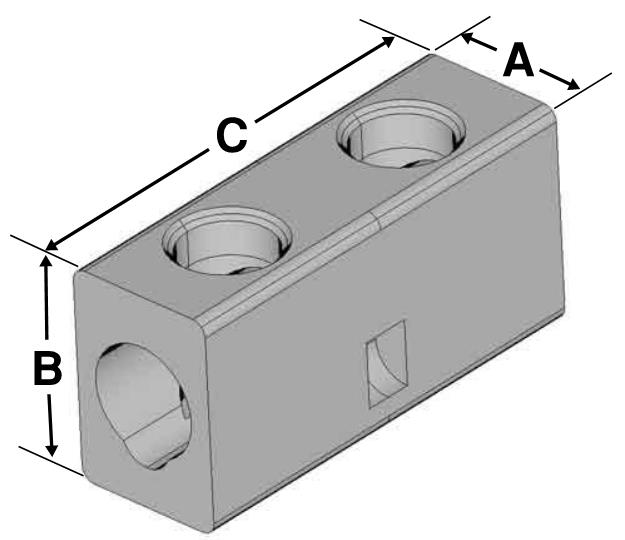
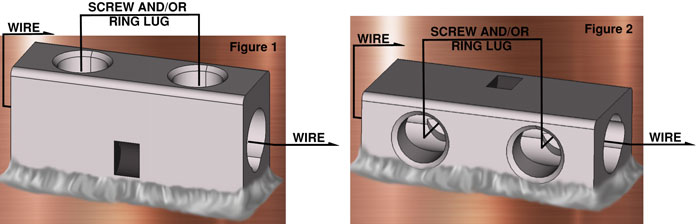








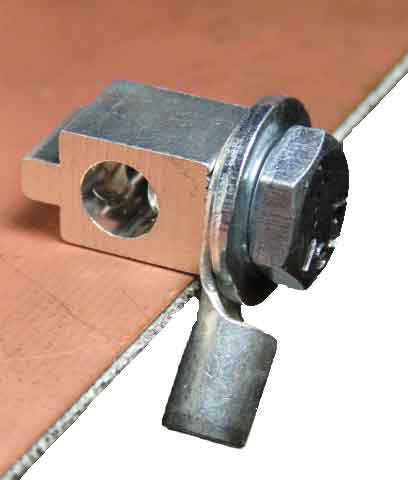

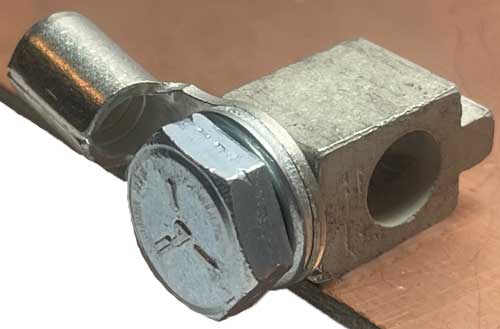


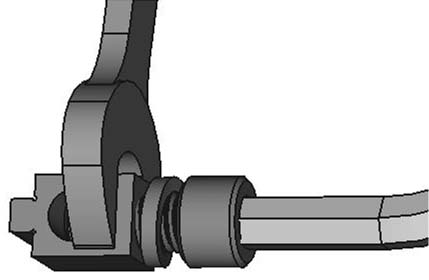

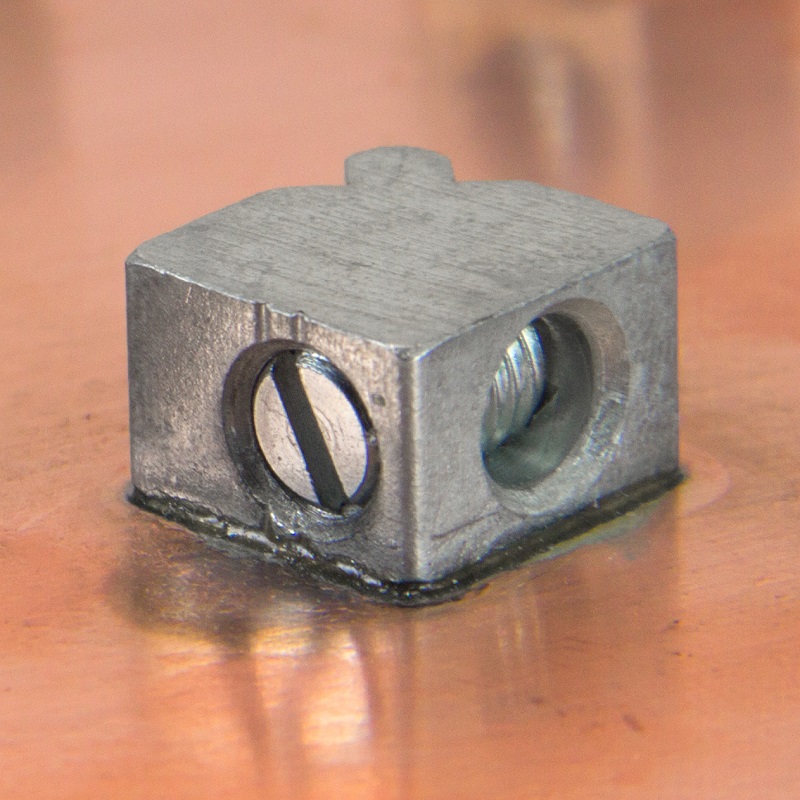
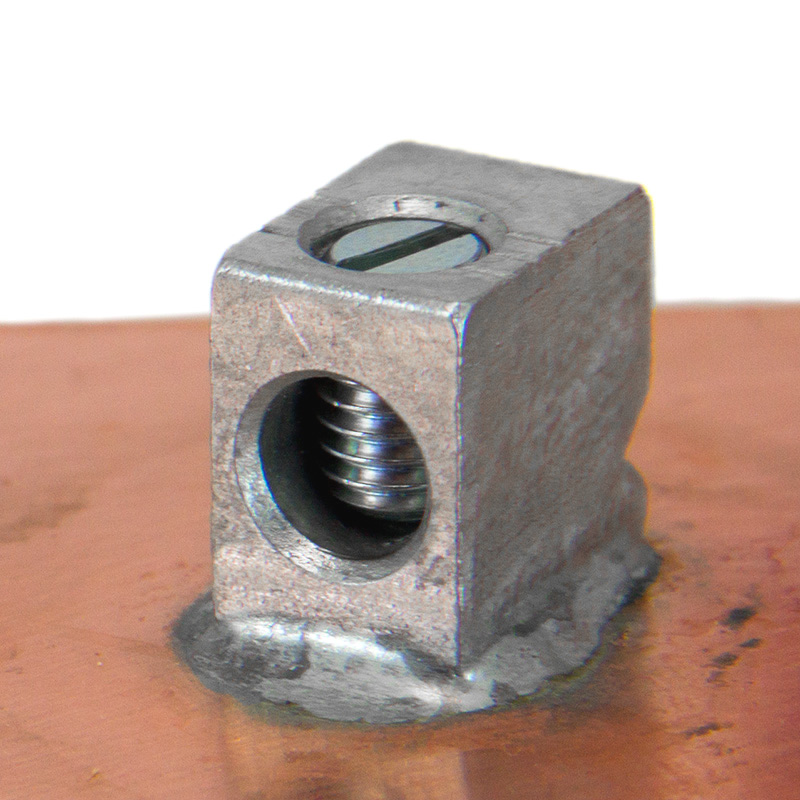


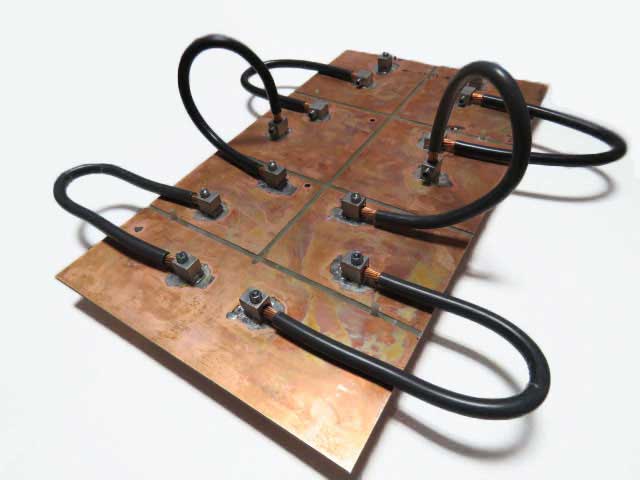
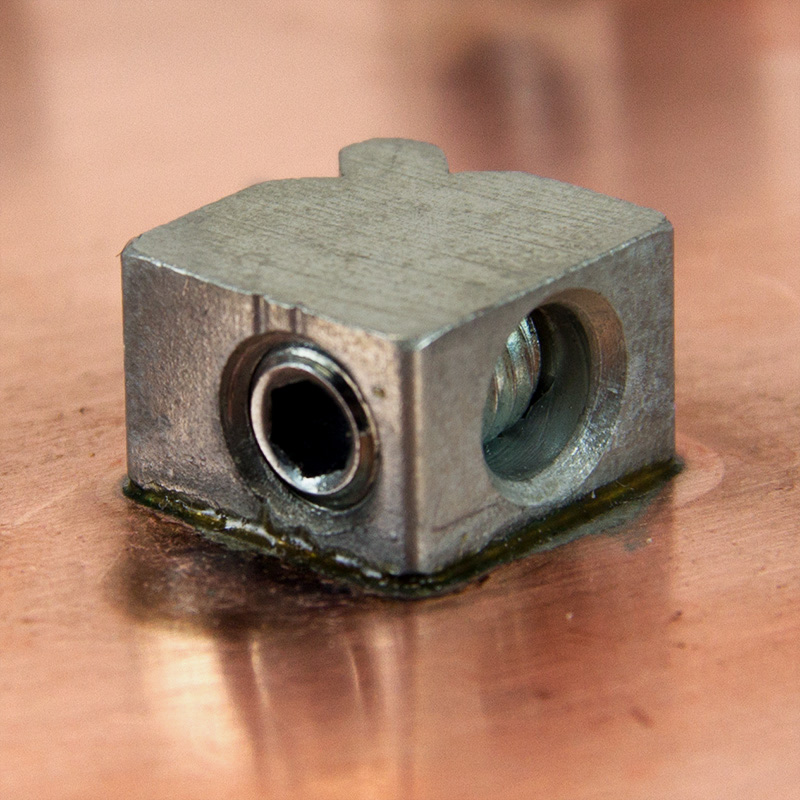
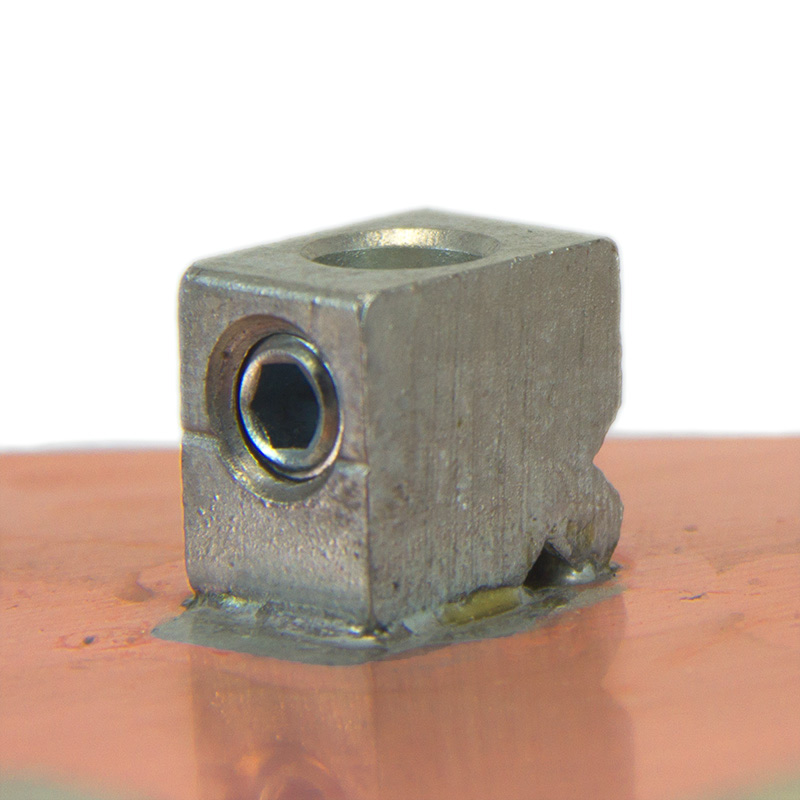
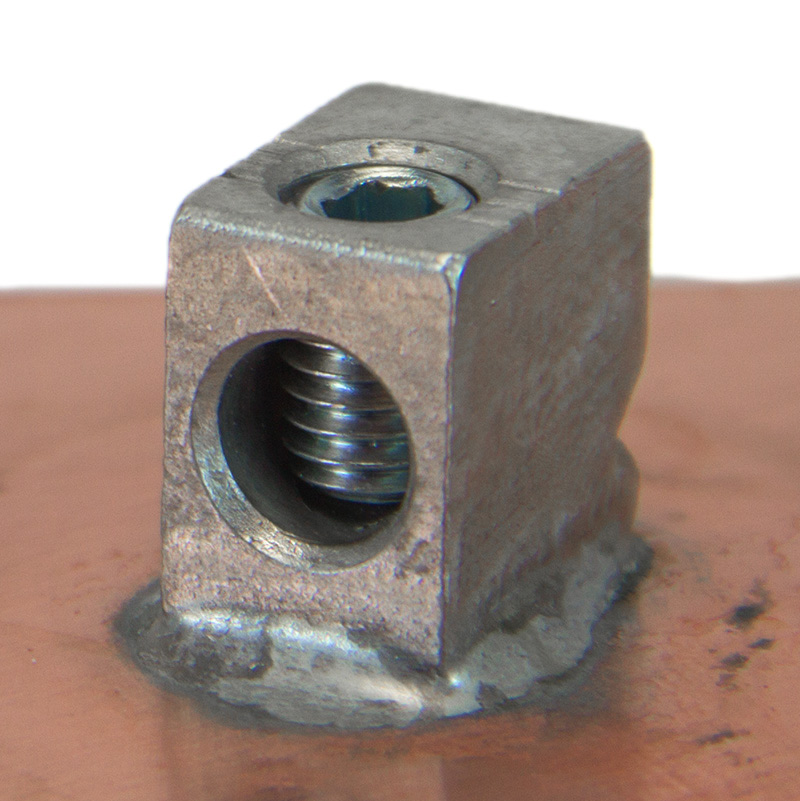

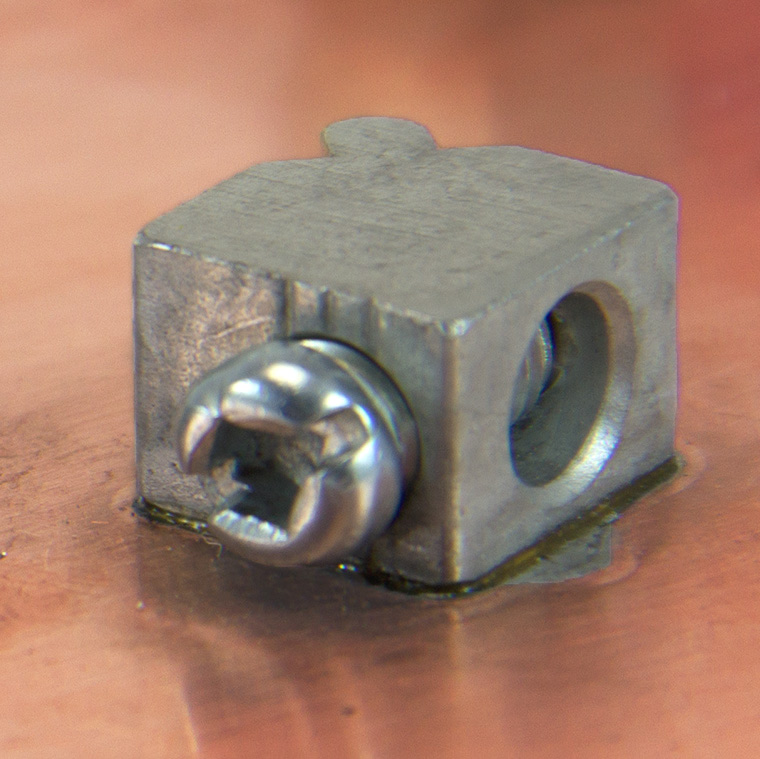


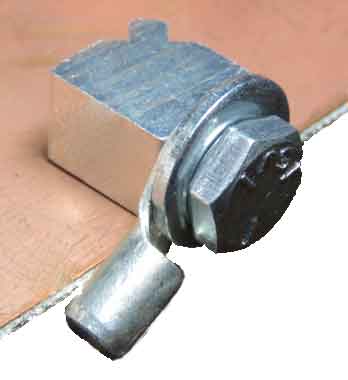

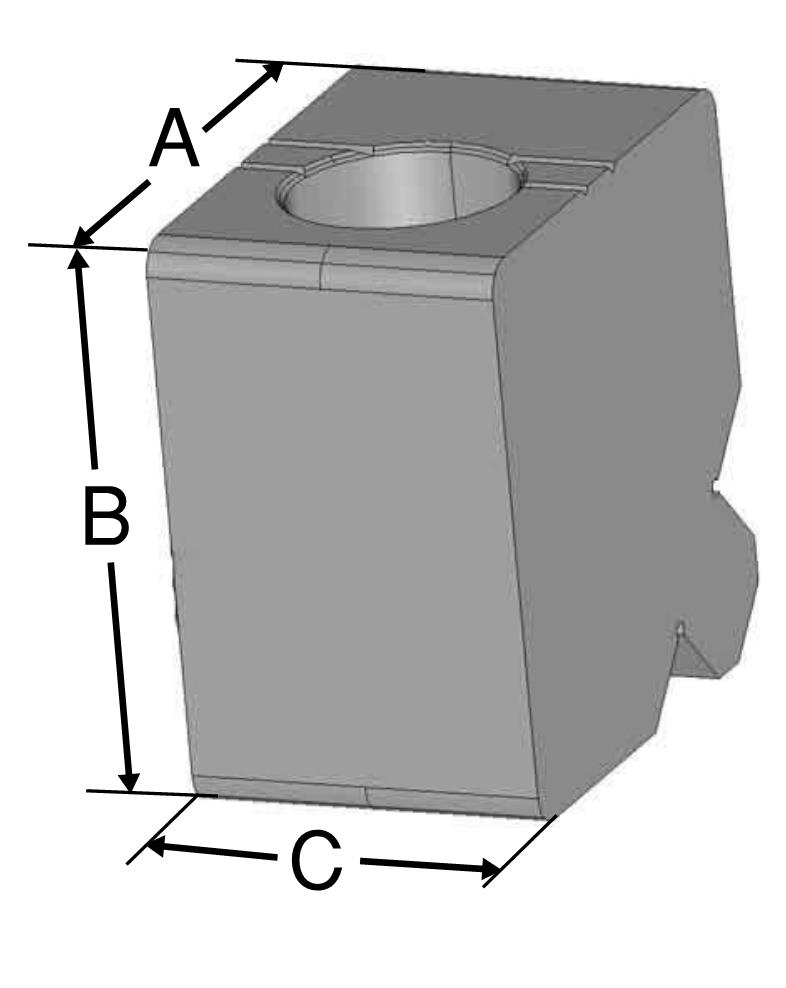
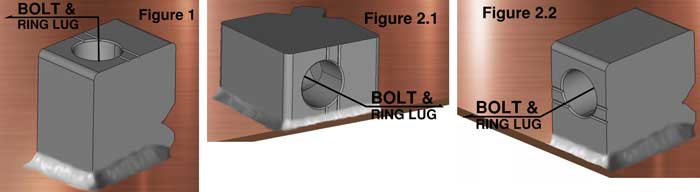
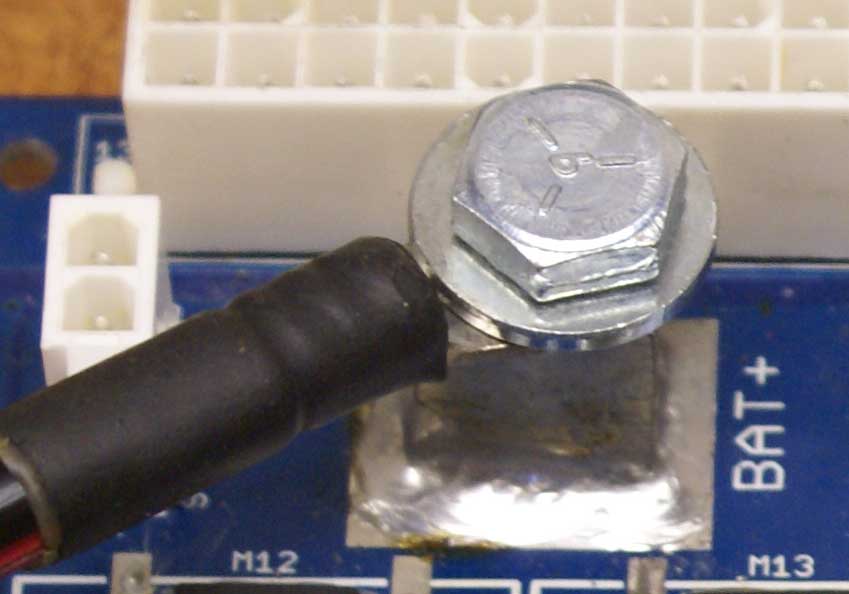
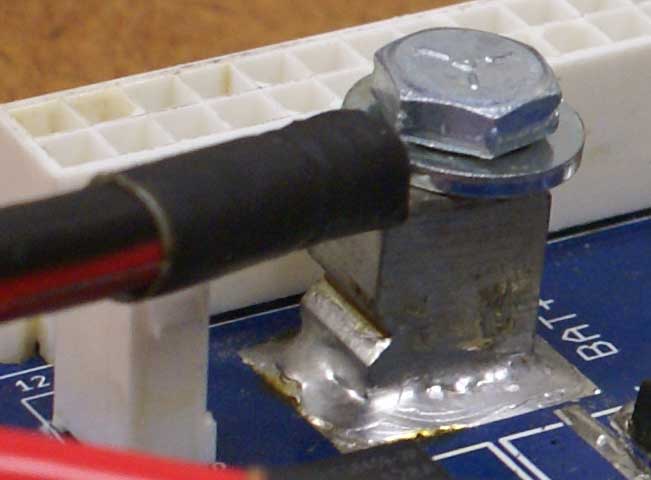
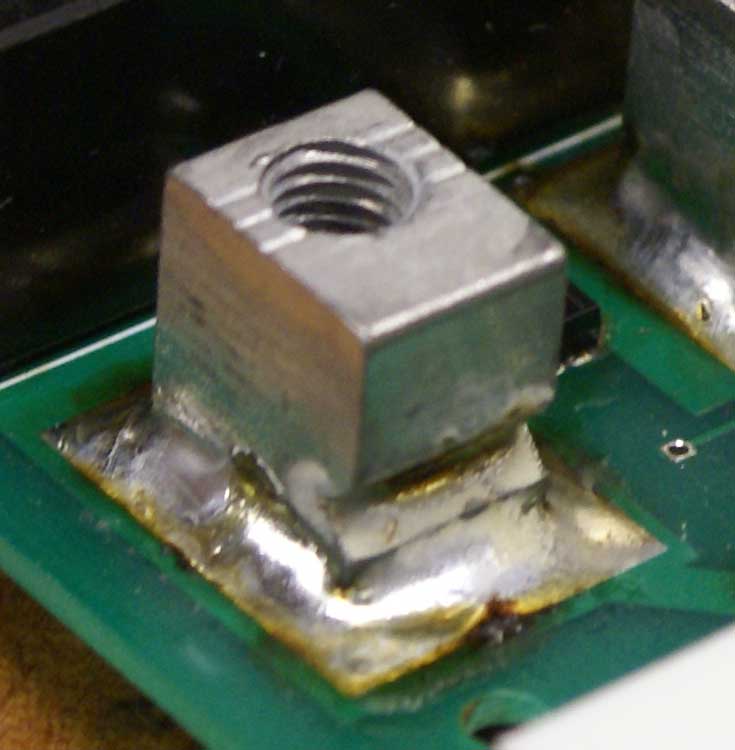
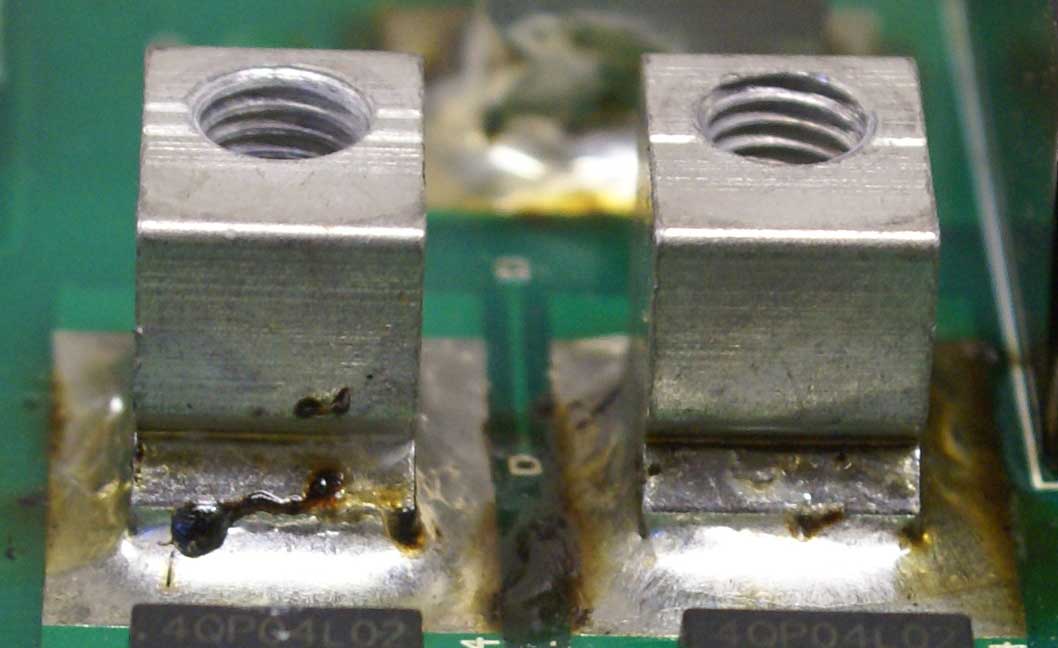



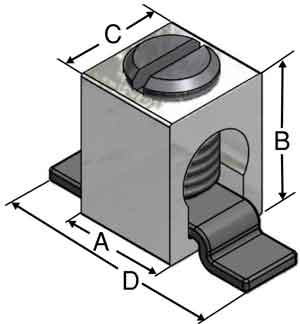




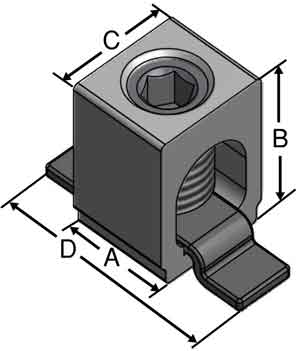





{kind=link}